


022-85689118

辨别质量好的浮动油封有哪些?
作者:天津封优特科技有限公司
浏览:
发表时间:2024-03-01 17:04:35

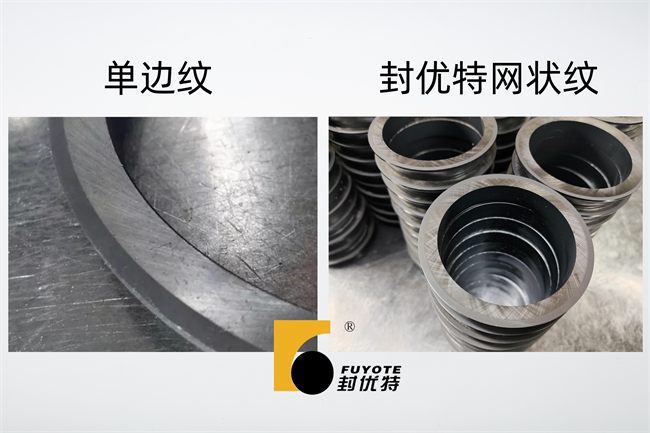
在浮动油封端磨方法中,辨别浮动油封质量好坏就看浮动油封的端磨后亮带面的纹路。网状纹的密封效果要远优于单边纹的密封效果。下图可直观展现,两种不同的浮动油封亮带面的纹路,左图为九成市面上的厂家供应的“单边纹”产品,右图为封优特浮动油封“网纹状”产品。
大部分厂家:球面纹路向一边倾斜,俗称"单边纹";
封优特浮动油封:球面是十叉纹,俗称"网纹状"。
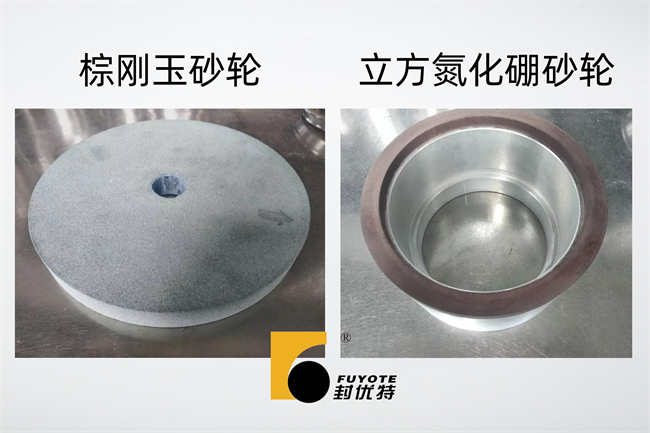
90%的人都不知道,网状纹要比单边纹【贵】很多!单从工艺原材料上来讲,想要磨出来交叉网状纹,需要使用立方氮化硼砂轮(也叫CBN砂轮)。而磨出来单边纹也只需要采用棕刚玉砂轮。质量好的立方氮化硼砂轮价格是棕刚玉砂轮价格的【60倍】往上!再加上立方氮化硼砂轮磨浮动油封各环节加工工艺要远比棕刚玉砂轮磨复杂的多,所以网状纹比单边纹【成本贵】很多倍。
那么既然网状纹成本那么高,为什么重视质量的浮动油封厂家都得把生产线换成立方氮化硼砂轮来磨“网状纹”浮动油封呢?
这是因为以下几方面原因:
l 首先棕刚玉的"单边纹"磨制金属时会产生波浪纹,而立方氮化硼砂轮的"网状纹"不会产生波浪纹,这使得立方氮化硼砂轮端磨出的金属表面光洁度均匀,密封性较好。
l 立方氮化硼砂轮端磨后的浮动油封球面角度在一个批次都能保证是定值,而棕刚玉砂轮,由于其磨损过快无法保证其稳定性。球面角度的定值不仅可以帮助浮动油封在安装后/遇到困难工况后立刻找心,密封性更加稳定,降低安装困难度。同时角度一致的两个浮封在运转时行走速度是一致的,这对一动一静配合运转的浮动油封来说是非常有必要的。
举个例子:棕刚玉砂轮“单边纹”磨出来的浮动油封就像人穿两只不合脚的鞋走路,如果转速减低,没有任何困难工况,那么密封是基础可以将就完成的;但是一旦转速较快,用在大型设备(盾构机),煤矿工况等就会发生油泄露风险。
棕刚玉"单边纹"研磨后的浮动油封,就是这个道理,运转速度一旦加快,就会啮合线脱离并发生油泄漏。而立方氮化硼砂轮来磨“网状纹”浮动油封就不会发生这种油泄露的情况。
这也是为什么全球知名品牌浮动油封,都是采用立方氮化硼砂轮"网状纹"端磨方法,而只有质量低端的浮动油封才会选用棕刚玉砂轮"单边纹"端磨方法。

